The ZT-HE is shipped fully assembled and ready to install, but eventually you may need or want to change the nozzle or PTFE tube - here's how.
The ZT-HE is compatible with industry-standard "MK8" nozzles. We can't say we've tried every brand on the market, but we've tried a few and they've all worked fine. The M200's nominal nozzle size is of course 0.4mm, but we've been getting excellent, and perhaps superior, results with PLA using 0.3mm nozzles. We've also found 0.5mm nozzles to be useful, especially when printing with Ninja "SemiFlex" material and some high-solids "filled" materials like 3dom's glass-filled PLA.
IMPORTANT: The walls of the stainless steel tube are necessarily very thin in order to provide an effective "heat break" and prevent filament jamming. If excessive torque is applied to the tube when assembling or disassembling parts of the hot end, THIS can result:
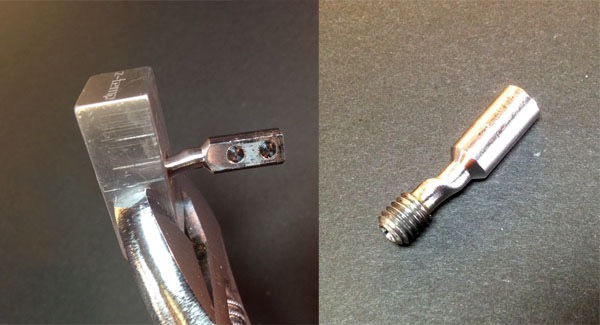
Normally you will never need to remove the stainless steel tube from the block - it's only necessary when replacing the PTFE insert, which should be rarely if ever necessary.
If you do ever need to remove the stainless steel tube from the block, the way to avoid damaging it is to always warm up the hot end to soften any plastic that may be in the threads prior to turning the tube. It is also recommended to warm up the block when changing the nozzle, in case there is any plastic in the nozzle threads. You can accomplish the warming either with the printer's heater, or if you've removed the hot end from the printer, a heat gun can be used. Make sure to get it warm enough to soften any plastic so that the parts can be easily rotated.
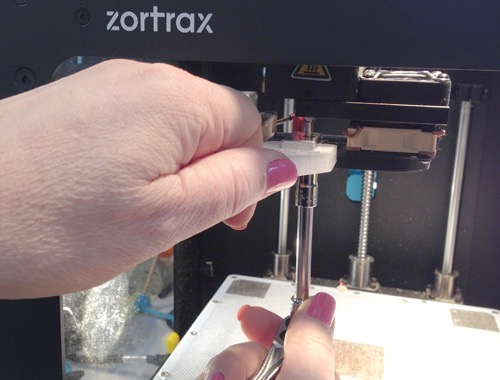
Removing the Heat Break Tube from the ZT-HE While Heating with the Printer
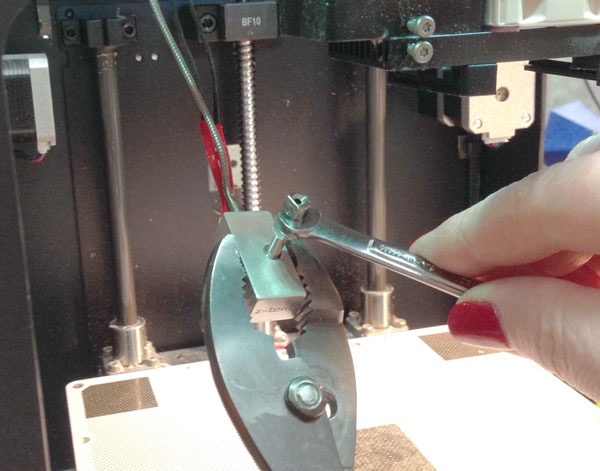
When removing or tightening a nozzle when the ZT-HE is mounted to the printer, use a wrench to hold the block in order to prevent twisting the tube. You will need two wrenches: 16mm for the block and 8mm for the nozzle. Hold the block in position with the 16mm while turning the nozzle with the 8mm as shown in the photo below.
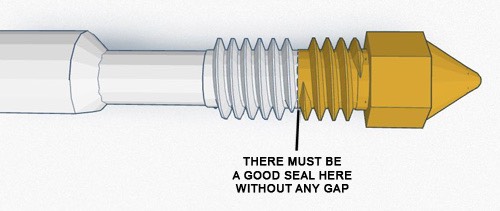
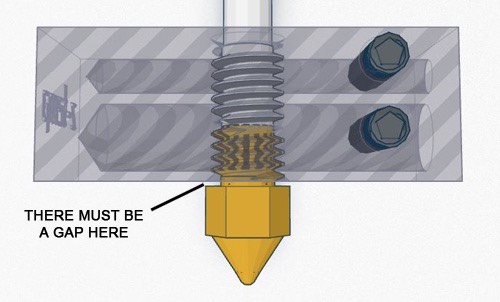
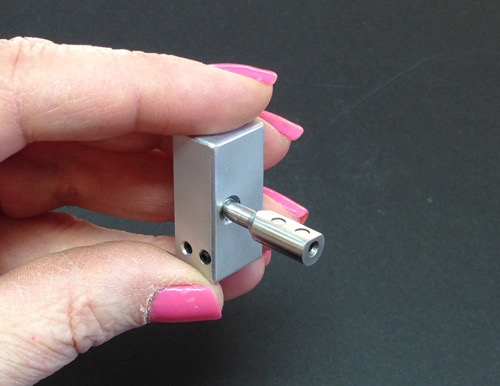
When the ZT-HE is assembled, the nozzle and stainless steel feed tube (sometimes called the "heat break") must press against each other and form a seal in order to prevent filament leakage during printing. They don't need to be super-tight, but they must meet cleanly and be well-snugged up against each other. For this to happen, there must be a gap between the nozzle flange and the bottom of the block. If the nozzle flange is hitting the block, then you're tightening the nozzle against the block rather than against the tube, and a gap could remain between the nozzle and the tube.
The other important thing to remember is that the flat on the stainless steel feed tube must face the front of the printer. When changing a nozzle in situ, with the hot end mounted in the printer, this is a given, and it remains only to use your 16mm wrench to prevent the block from rotating when the nozzle is turned. When the hot end has been removed from the printer this is a bit trickier, since both the feed tube and the block must be prevented from rotating as the nozzle is tightened.
To change a nozzle with the hot end installed in the printer, first heat the extruder and retract ("unload") the filament. Hold the block with your 16mm wrench to prevent it from turning while you unscrew the nozzle.
Holding the Block While Turning the Nozzle
To install a new nozzle with the hot end installed in the printer, make sure that the face of the nozzle is clean so it will mate with the tube, then just snug it in while again holding the block to prevent rotation. We use 2.0 - 2.5 N-m (18-22 in-lbs) of torque in production. It does not have to be "power-tightened", just snug and firm. The soft brass will seal against the hard stainless with moderate pressure.
If you've disassembled the hot end completely and removed the feed tube, then for reassembly you need to first get the tube to the correct depth in the block before tightening the nozzle, to make sure the nozzle flange doesn't hit the bottom of the block. This procedure should do it:
Start the tube into the top threads of the block and rotate until the flat is facing the front of the block.
Screw the tube six (6) full turns into the block, ending with the flat again facing the front of the block.
Screw the tube in just a little bit more, around 5 degrees of rotation. It's going to rotate a little bit the other way when you tighten the nozzle no matter what you do, and this compensates for that rotation.
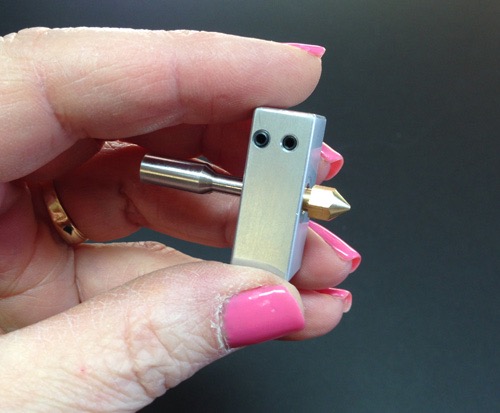
Screw in the nozzle until it hits the tube, finger-tight. There should be a 1-2mm gap between the nozzle flange and the block.
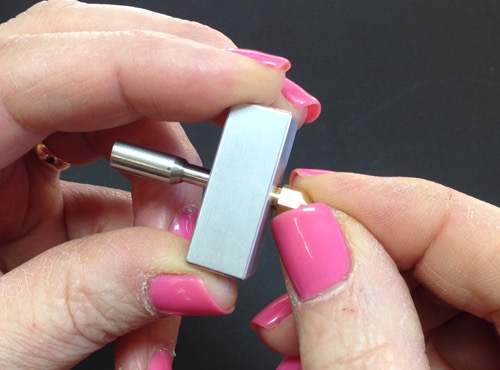
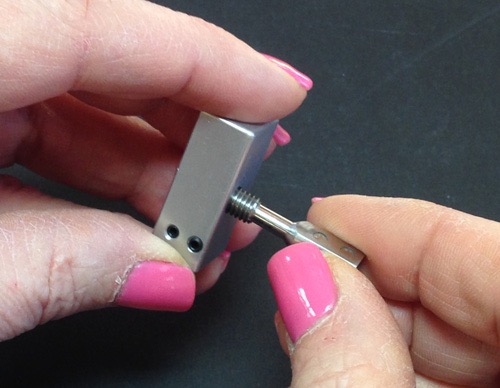
Snug the nozzle up tight while holding the tube with a 6mm wrench (or pliers as shown, if you like to live dangerously), while at the same time trying to keep the block from turning. It's a little tricky and it might take a couple of tries to end up with everything lined up right, but once you get the hang of it it's not difficult. Again, don't over-tighten.

Voilå! Ready to go back into the printer. Some hot end manufacturers recommend doing a final tightening of the nozzle with the hot end fully heated, but we've not found this to be essential.
When tightening the grub screws on the heater cartridge and thermocouple, do not overighten. These screws serve primarily to achor the components and prevent them from falling out during printing. Overtightening the grub screws can damage the components and/or make them difficult to remove.
Changing the PTFE Insert
Removal of the tube may require a bit of poking and pulling. If it's being balky, a 2.5mm drill bit will usually grab on and let you pull it out. In a worst-case scenario, a 3mm bit can be used to completely ream the bore of the stainless steel tube.

To install a new tube, insert a section of PTFE tubing (2mm ID x 3mm OD, and make sure it's really PTFE and not FEP or PFA) fully into the stainless steel tube. The nominal depth of the bore is 24mm. Once it's fully seated, take an Exacto® or other razor knife and cut it off flush with the end of the stainless tube. We recommend not using cutters, as this will pinch and distort the end of the tube.
High-quality PTFE tubing can be purchased from fluorostore.com. PTFE tubing is also available from many 3D printer DIY sites, ebay, etc. Just make sure it's genuine PTFE, which will generally be a milky-white color. If it's clear or another color it may not be PTFE.
Anti-Sieze Compound
To prevent thread wear and damage to the ZT-HE’s aluminum block, we recommend using anti-sieze compound on the nozzle threads. It is inexpensive and widely available, here are a few examples: