The Materials Guide chart is updated occasionally as we test new materials; please refresh your browser if you've vewed it before. For more in-depth discussion and more frequent updates, we invite you to visit our User Forum, which has a dedicated section for materials compatibility.
You can view and download the chart in PDF format here.
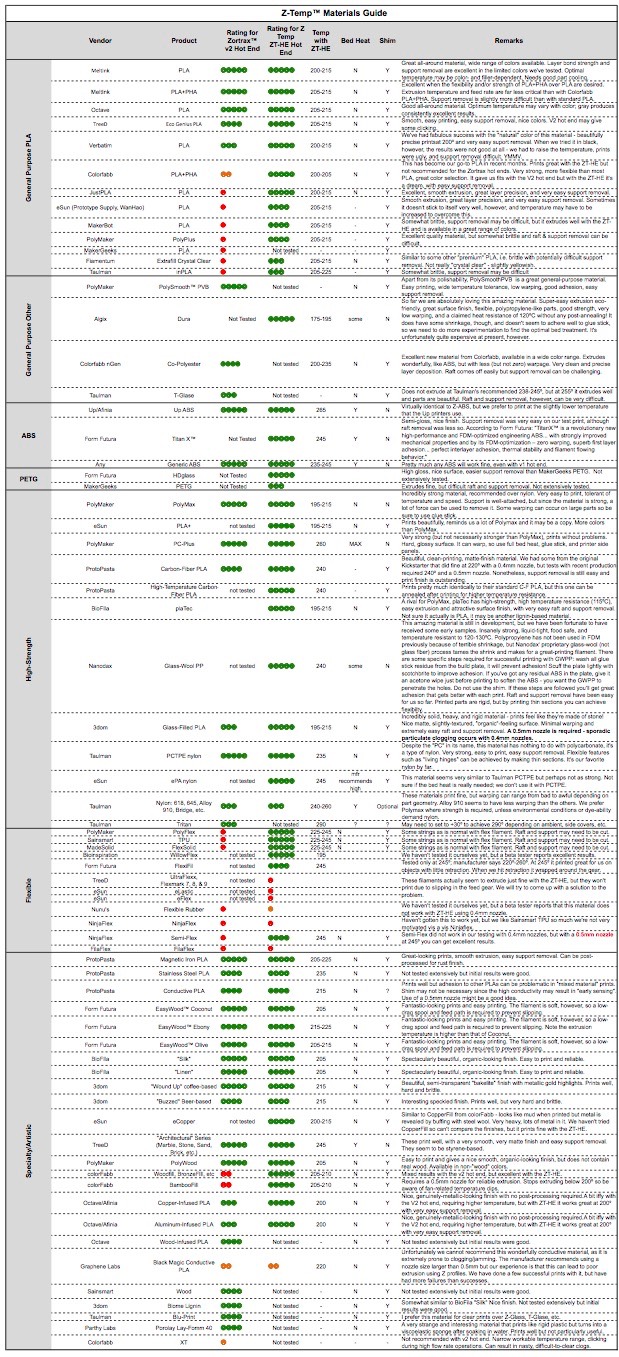
General Notes:
- If using the Zortrax V2 hot end rather than the ZT-HE, you may need to use higher temperatures than those shown in the chart.
- We recommend using the shim supplied with your Z-Temp™ (or better yet, our Z-Sense bed height control) to increase the initial nozzle distance when printing on the perfboard with most PLA materials (PolyMax being an exception). If you don't increase the initial distance, you may experience feed stepper clicking on the first layer due to back-pressure, and/or the layers will not be where the z-code expects them to be (vertically speaking), resulting in problems. Z-Suite assumes that the first layer will be very thin due to the "liquid" nature of ABS and pushing into the perfboard holes. PLA and TPU have a more "gel" consistency, so the first layer will be thicker. Increasing the initial distance may also make it easier to remove parts from the bed after printing.
- We use the Z-ABS™ slicing profile almost exclusively. It provides more layer thickness options than other profiles, and we have not seen significant differences in printing speed, retraction etc. - not there aren't any, but we haven't noticed. Also, the nominal extrusion temperature of Z-ABS has remained more constant at 275ºC than other profiles, which seem to change from Z-Suite version to version.
- We print with dual fans blowing on the print (printable dual fan mount here), for more uniform cooling than produced by a single fan. Be aware, however, that when the fans first start at the end of raft printing, the extruder temperature can drop as much as 10-20ºC and can take several minutes to recover to the set temperature, as discussed here. When using materials with a narrow usable temperature range this can cause extrusion failure, especially with the V2 hot end. Be aware that the "Auto" fan setting in Z-Suite actually results in higher airflow levels than "100%" manual fan. Unless you’re printing small or pointed objects, it’s usually best to use 0 - 40% fan with PLA.
- We use layer thicknesses of 190µ and 290µ in our testing.
- By using RaftAway to reduce print speed by 50%, we have successfully printed every flexible filament we have tested, including NinjaFlex™, FilaFlex, TreeD (all), eSun, etc.